Métallurgie, épisode 2 : Le dégazage de l’aluminium

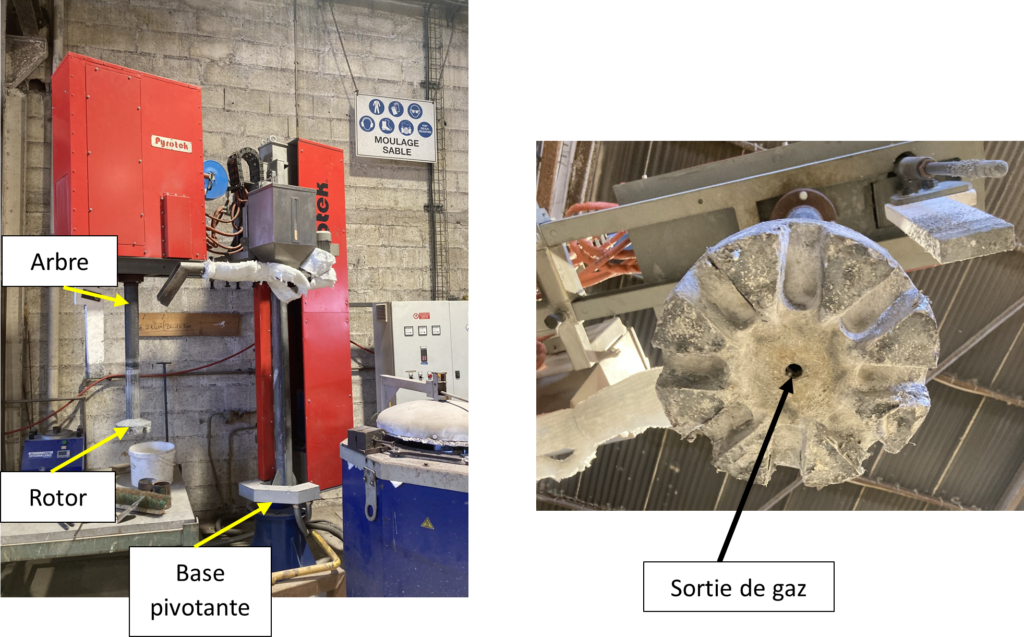
Les Fonderies du Midi se sont équipées d’une station de dégazage automatique. Cette version fixe, modifiée pour pivoter, améliore grandement le traitement métallurgique.
Qu’est-ce que le Gazage
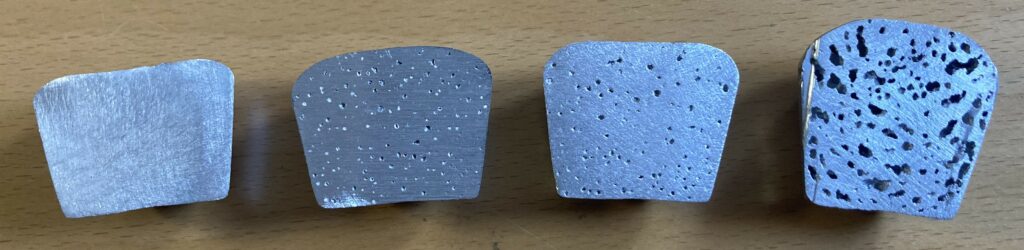
En fonderie, la qualité des pièces dépend fortement de la qualité du métal liquide avant la coulée. L’une des sources de défauts que l’on peut retrouver dans les alliages d’aluminium est la présence de porosité (bulles d’air) dans la pièce après usinage. Il s’agit de gaz dissous, plus précisément d’hydrogène.
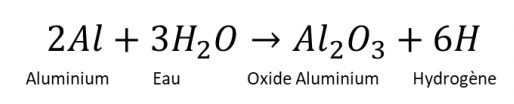
Avant de procéder à l’étape du moulage d’une pièce, il est nécessaire d’éliminer l’hydrogène présent dans le bain d’aluminium afin d’éviter la formation de bulles. Vous vous demandez surement d’où vient cet élément chimique ? Il est tout simplement produit par la réaction d’oxydo-réduction suivante à la surface du bain à l’interface atmosphère/eau :
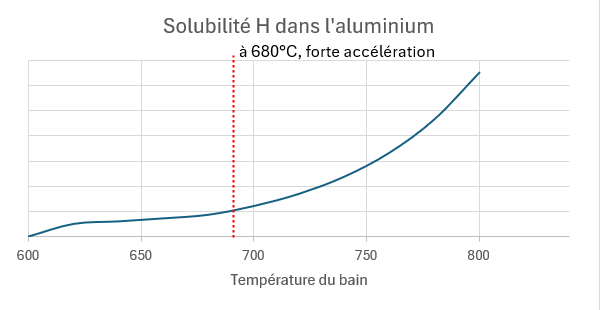
La dissolution de l’hydrogène est fonction de la température du bain. A partir de 680°C, la solubilité croit énormément. Au-delà de ce seuil, la teneur en H double pour 110°C1 d’augmentation.
A quoi ressemble le gazage ?
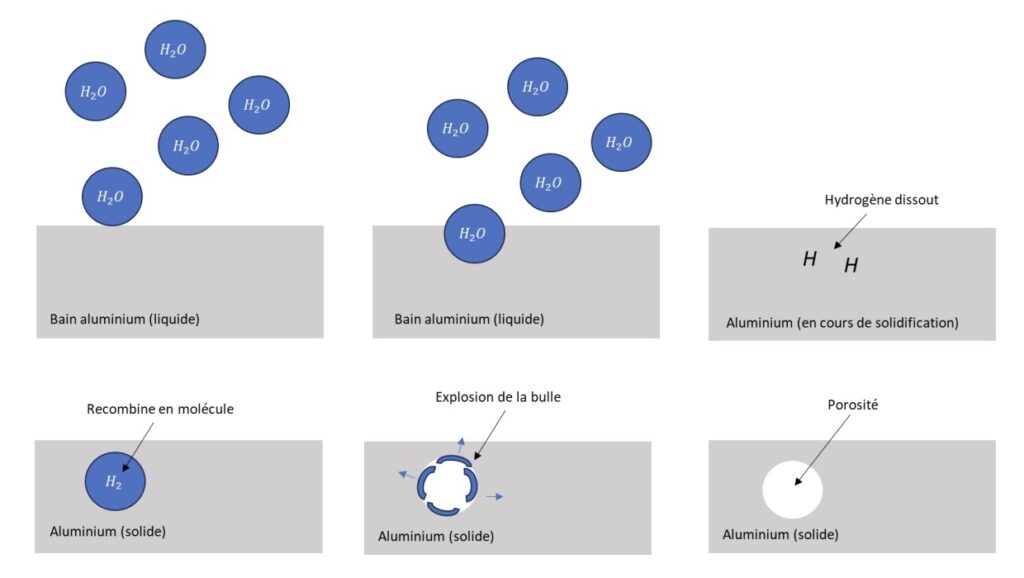
L’eau présente dans l’humidité de l’air ambient ayant une très grande affinité avec l’aluminium, leur interaction produit de l’oxyde d’aluminium et de l’hydrogène. Tant que l’aluminium reste liquide, l’hydrogène reste dissous sous forme atomique (H). Cependant, lors du refroidissement et de la solidification la solubilité de l’hydrogène chute. Ainsi, les atomes d’hydrogène se regroupent pour former du H2 gazeux (bulle). Une fois l’aluminium solide, les bulles restent en place et génèrent des porosités.

Comment bien dégazer
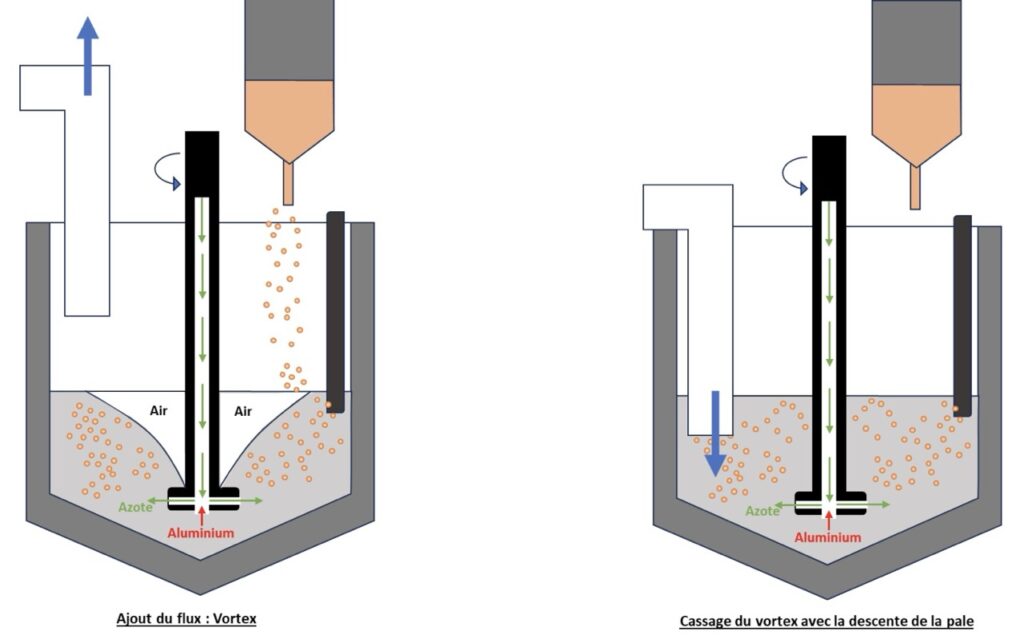
Pour éviter l’emprisonnement des bulles de H2, on injecte du gaz inerte (azote) tout en mélangeant le bain, l’injection créer un brassage (écoulement turbulent) qui entraîne l’hydrogène dissous vers la surface.
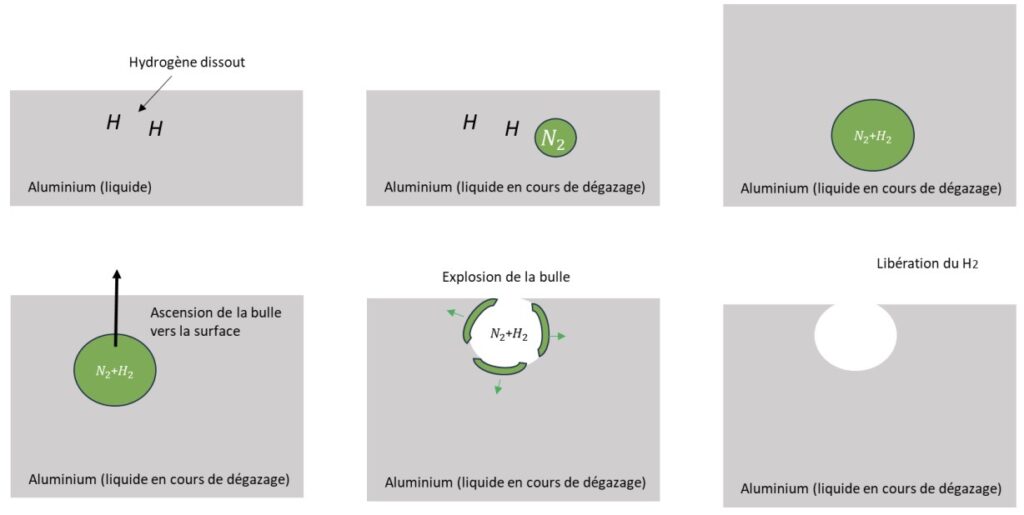
Le processus est simple, les bulles d’azote n’ont pas d’affinité avec l’aluminium, elles vont donc servir « d’ascenseur vers la surface » en se combinant avec le H2. Les bulles remontent ensuite à la surface et l’hydrogène est évacué. C’est le processus de dégazage.
On y ajoute des flux modifiants au sodium durant la création du vortex. Ils ont pour objectifs d’affiner, désoxyder et de modifier le bain d’aluminium (ces notions seront traitées dans un autre article)
ATTENTION : La pale antivortex évite que de l’air ne soit entrainé dans le bain avec la rotation du rotor. Une pale cassée ou trop courte est l’origine N°1 des dégazages ratés !
Comment mesurer le gazage
Tout cela est bien beau, mais une fois le dégazage effectué, comment s’assurer de son efficacité ?
Ce n’est pas compliqué, si on connait la densité théorique de notre alliage (par exemple de l’AlSi7Mg03), en comparant avec la densité du bain, on peut savoir combien de bulles on a dans notre alliage.
La double pesée
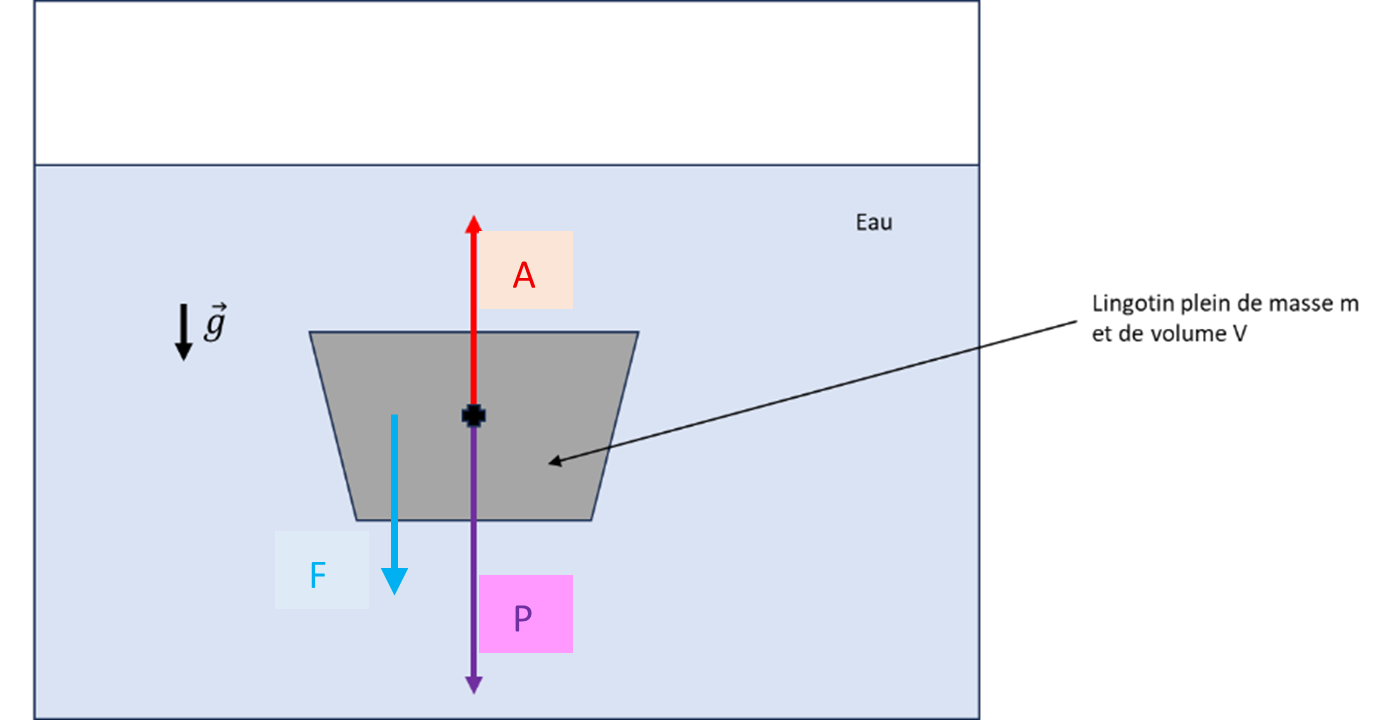
En pesant un lingotin dans l’air, puis dans l’eau, on peut déterminer sa densité par un calcul simple
Avec :
- g(m.s-2) = accélération de la pesanteur
d(Kg.m-3) = Densité - V(m3) = Volume du lingotin
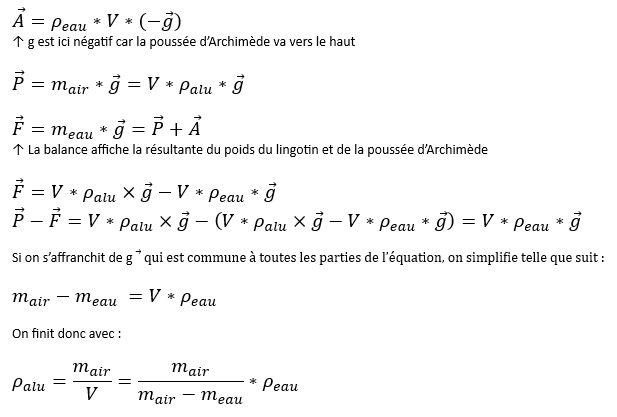
F(N) = Force exercée sur la balance (ce qui s’affiche à l’écran) - A(N) = Force d’Archimède (qui pousse les objets immergés dans un fluide vers le haut)
P(N) = Poids du lingotin
On pèse le lingotin sur une balance et on obtient sa masse et donc son poids P (force vers le bas)
On pèse ce même lingotin immergé dans l’eau et on obtient une masse et une force F (force vers le bas)
Cette force F se décompose comme suit :
Solidification sous vide partiel
Le problème est que la teneur en H est très faible et la différence entre les densités seraient difficilement détectable par des moyens de laboratoire classiques.
On utilise donc la solidification sous vide partiel (Une cloche qui maintient la pression à 80mbar pendant la solidification du lingotin)
En effet, En abaissant la pression lors de la solidification, on augmente le volume des bulles. C’est la loi des gaz parfaits PV = nRT
On a donc de plus grosses bulles, une plus grosse différence de densité en fonction du gazage et donc plus de faciliter à le mesurer.
L’indice de gazage
Afin de standardiser les résultats, on applique une opération mathématique pour calculer l’indice de gazage, une méthode originaire d’Allemagne.
Le fondeur peut maintenant comparer l’indice de gazage de son bain avec des tableaux et décider si celui-ci est bien conforme, en fonction des critères recherchés par le client.
Lire ausi


